

De base, la série K1, ne permet pas de gérer le code M600 qui déclenche un changement de filament sur une couche bien précise. Impossible donc de l’utiliser pour une impression en plusieurs couleurs. Depuis le 12 septembre 2023, Creality à donné les clés permettant d’installer les interfaces complètes de Klipper et d’implanter le M600.
Voici donc un tour d’horizon des méthodes pour changer de filament pendant une impression sur une machine stock et sur une machine rootée.
Machine stock : utilisation de la pause #
A défaut du M600, les K1 reconnaissent de base la pause en cours d’impression. Il suffit donc de paramétrer une pause à la ligne voulue et de changer manuellement le filament avant de reprendre l’impression. Pour cela il faut que le trancheur puisse insérer des pauses.
On peut aussi le faire à la main (en insérant la commande PAUSE à la bonne ligne dans le gcode final au moyen d’un éditeur de texte) mais ce n’est pas vraiment pratique.
Voici la méthode avec Orca Slicer. Comme souvent, c’est beaucoup plus long à expliquer qu’à faire. On va prendre l’exemple d’une plaquette dont on veut imprimer le texte et le fond en deux couleurs différentes. Il faut donc changer de couleur lorsqu’on commence à imprimer le texte.
Importation du stl

Premier tranchage qui permettra de visualiser et de choisir sur quelle couche il faudra mettre en pause. Ici le lettres commencent à la couche 10.

Par prudence, pour éviter les bavures, je compte deux couches de plus à partir du moment où le texte apparaît. Le changement se fera donc sur la couche 12. On pourrait le faire sur la 11 mais il y a plus de risques de laisser des traces et le résultat final n’est pas vraiment différent.

Une fois positionné sur la couche de changement de couleur (ici, la 12), un clic avec le bouton droit de la souris sur le + de l’ascenseur permet de sélectionner « Add pause ».

Sur ma version d’Orca (linux) le rafraîchissement ne se fait pas automatiquement. Je clique donc sur l’onglet ‘Prepare’ puis sur l’onglet ‘Preview’ et le tranchage recommence. Mais maintenant il y a un repère sur l’ascenseur et lorsqu’on passe la souris sur le +, l’infobulle « Pause » apparaît.
En cas d’erreur, il suffit de cliquer sur la petite croix à droite pour effacer la pause.
Il ne reste plus qu’à exporter le gcode.

L’impression se lance normalement sur l’imprimante et lorsqu’elle va arriver sur la couche choisie, la machine va se mettre en pause (tête complètement sur la droite)

Déblocage du levier de l’extrudeur (vers la droite) pour libérer le filament et retrait à la main. C’est à ce moment qu’on apprécie cet excellent petit objet qui évite d’avoir à s’ennuyer avec le clip de blocage du bowden ! C’est probablement ce que j’ai imprimé de plus utile pour cette machine à ce jour ! Et j’y ai ajouté un bloqueur de levier d’extrudeur.

Comme le filament a été retiré, un message demandant si on veut faire un changement de filament apparaît. On pourrait accepter mais à ce stade, ça ne sert à rien. Autant faire « Ignorer »

Insertion du nouveau filament qu’on pousse à la main (comme dans les vidéos de Creality) jusqu’à faire sortir le reste de l’ancien filament. De cette façon, la continuité entre les deux filaments est assurée. Puis blocage du levier de l’extrudeur (vers la gauche) pour permettre l’entraînement.

Retour sur l’écran principal. La machine est toujours en pause. Appui sur le bouton « Pause/Arrêt »

A la question « Veuillez préciser votre action », on répond « Continuer ». Sinon c’est ballot d’avoir fait tout ça pour rien.

… et l’impression continue avec le nouveau filament jusqu’à obtenir la plaque bicolore
Machine rootée : utilisation du M600 #
Si vous avez accès à l’interface complète de Fluidd ou de Mainsail, vous pouvez implanter la macro M600. Voici comment faire et comment s’en servir. Merci à Matthieu Lhuillery qui m’a donné la méthode.
Le code de la macro est dans le fichier « sample-macros.cfg ». Voici ce qu’il donne à ce jour.
######################################################################
# Filament Change
######################################################################
# M600: Filament Change. This macro will pause the printer, move the
# tool to the change position, and retract the filament 50mm. Adjust
# the retraction settings for your own extruder. After filament has
# been changed, the print can be resumed from its previous position
# with the "RESUME" gcode.
[pause_resume]
[gcode_macro M600]
gcode:
{% set X = params.X|default(50)|float %}
{% set Y = params.Y|default(0)|float %}
{% set Z = params.Z|default(10)|float %}
SAVE_GCODE_STATE NAME=M600_state
PAUSE
G91
G1 E-.8 F2700
G1 Z{Z}
G90
G1 X{X} Y{Y} F3000
G91
G1 E-50 F1000
RESTORE_GCODE_STATE NAME=M600_stateIl suffit de le copier et de la coller à la fin du fichier « macro-gcode.cfg » et d’enregistrer ce fichier
A partir de ce moment, on voit apparaître M600 dans la liste des macros disponibles

C’est tout ce qu’il y a à faire. Vous pouvez donc utiliser maintenant M600 dans votre trancheur.
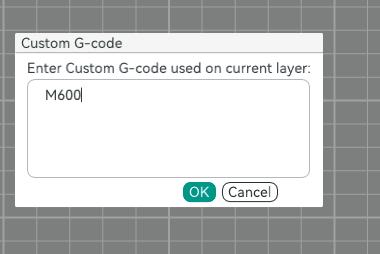
Pour reprendre, Orca, le principe est le même que pour la pause. Mais cette fois-ci, on choisit « Add custom G-code » et on saisit M600 dans le champ
Ensuite on lance l’impression. A la couche voulue, la tête vient à l’avant, et rétracte le filament pour qu’on puisse changer de bobine. Le reste est comme un changement de filament normal.
Conclusion #
On obtient avec ces méthodes un magnifique objet avec deux, trois, quatre couleurs ou plus si on le souhaite. A noter qu’on peut changer plusieurs fois de couleur, et sans AMS ruineux ;), en insérant la pause ou le m600 aux hauteurs désirées.
Voici deux exemples. Ne tenez pas trop compte de la qualité de l’objet, l’impression a été faite sans réglages particuliers et avec des filament légèrement humides, ce qui n’est pas le top. Circonstance aggravante, je ne maîtrise pas encore cette imprimante que j’ai depuis peu. Mais l’objectif était de montrer la méthode.

Bonne impressions multicolores…



